




Western Instruments N88-SPR-D Spikers Pipeline Inspection Kit, Digital Indicator
$1,211.00
Loading...
Loading product info...



Product Description
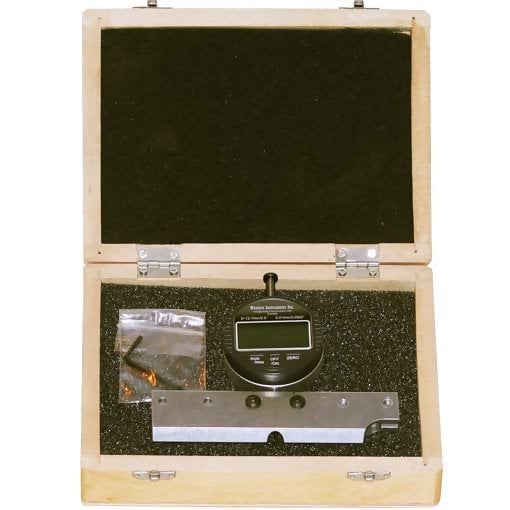
N88-SPR-D Spiker's Pipeline Inspection Kit
Spiker (Mike West @ Challand Pipeline) has many years of experience in the roll of QA/QC Manager in the Pipeline Construction Industry. In the past he has ordered Pipeline Inspectors Kits (N88-PI), but he often has to deal with magnetized pipe ends. Therefore, Spiker asked Western to produce another Pit Gauge Kit to meet his needs. Pipeline Welding Supervisors and Consultants, are regularly ordering two different instruments from us; a Reaching Pit Gauge, and our W-FI-10 Magnetic Field Indicators. Spiker has gone one step further by adding a Pocket Pit Gauge Blade, so his customized Kit is illustrated below
Kit Contents
- Digital Indicator (N88-D) w/Spare Battery.
- Reaching Pit Gauge Blade (N88-5-B).
- Pocket Pit Gauge Blade (N88-4-B).
- 10-0-10Magnetic Field Indicator (W-FI-10).
- Hardware (Allan Key, Spare #1 Contact Point)
- Wood Carrying Case.
- Operator Instructions
- Calibration Certificate

Features
- Pipeliners like the Digital Indicator as it provides both Metric and Imperial (inch) units. The Reaching Blade doesnt interfere with Yellow Jacket (and other coatings) which typically end far enough back from the weld, so the Blade is sitting flat on the Pipe surface. The cutaway nose, under the Dial Indicator, permits positioning the Indicator on either side of the weld.
- Inspectors like, the Pocket Pit Gauge Blade as it allows measurement on complex curvatures, such as Valve Bodies, Pump Housings, and on the Weld Cap. The Pocket Pit Gauge is just that much smaller than most other Pit Gauge Blades and allows the inspector to measure corrosion in difficult, hard to reach, areas.
- The Reaching Pit Gauge is used to measure weld undercut, end alignment differences across the weld as well as Mill Marks. Excessive Undercut creates an area for stress concentrations, and possible cracking. Pipe alignment is necessary to ensure good fit-up geometry for Automatic Welding. Mill Marks are a polite way of describing grinding repairs, or damage that can often happen during handling.
- The W-FI-10s are used to test for residual magnetism in the Weld. Experienced Welders know that when the beveled end of a pipe has a magnetic field over 10 Gauss, welds will be rejected by either UT or X-Ray. Visit westerninstruments.com/ prewelddemag to learn how to remove magnetic fields from pipe before welding
Downloads
| Western Instruments N88-SPR-D Spikers Pipeline Inspection Kit - Instruction Manual |
| Western Instruments Pit Gauges - Instruction Manual |



